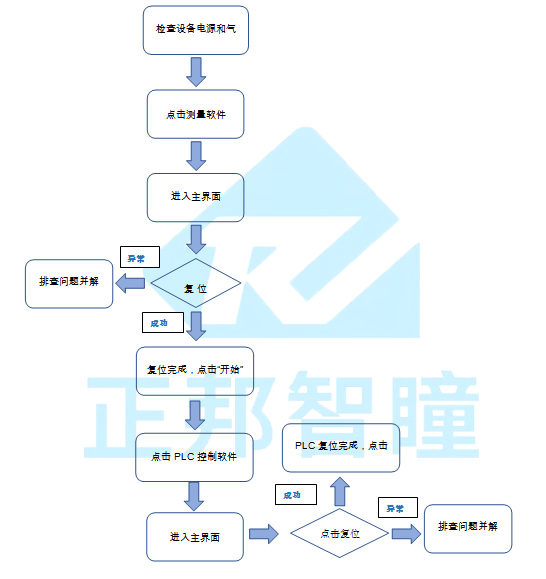
一 、系统流程
二、MeasurementSystem软件
1.0新程序编辑
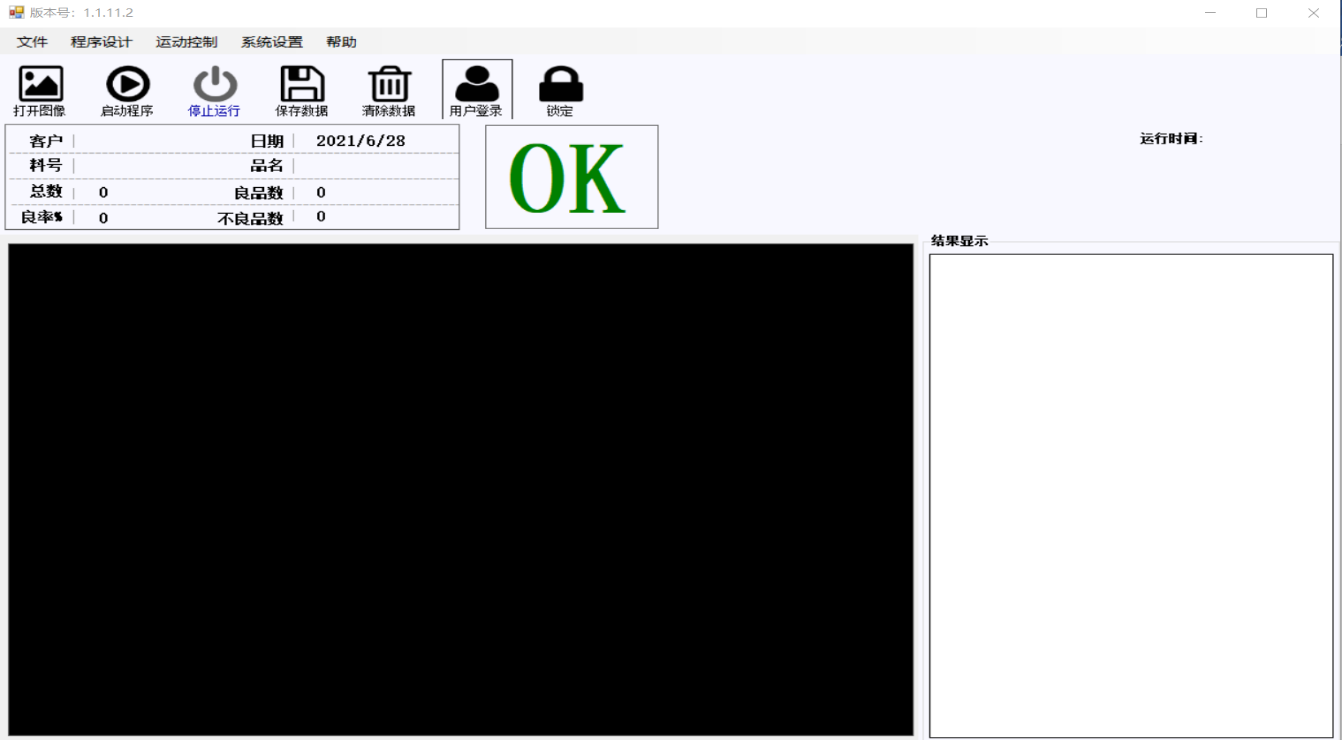
1、打开软件的桌面快捷方式(MeasurementSystem.exe) ,如果没有快捷方式在软件的安装文件夹中找到该文件,右击鼠标选择“发送到——桌面快捷方式”,生成桌面快捷方式。
,如果没有快捷方式在软件的安装文件夹中找到该文件,右击鼠标选择“发送到——桌面快捷方式”,生成桌面快捷方式。系统开启后进入系统主界面,主界面说明如下。
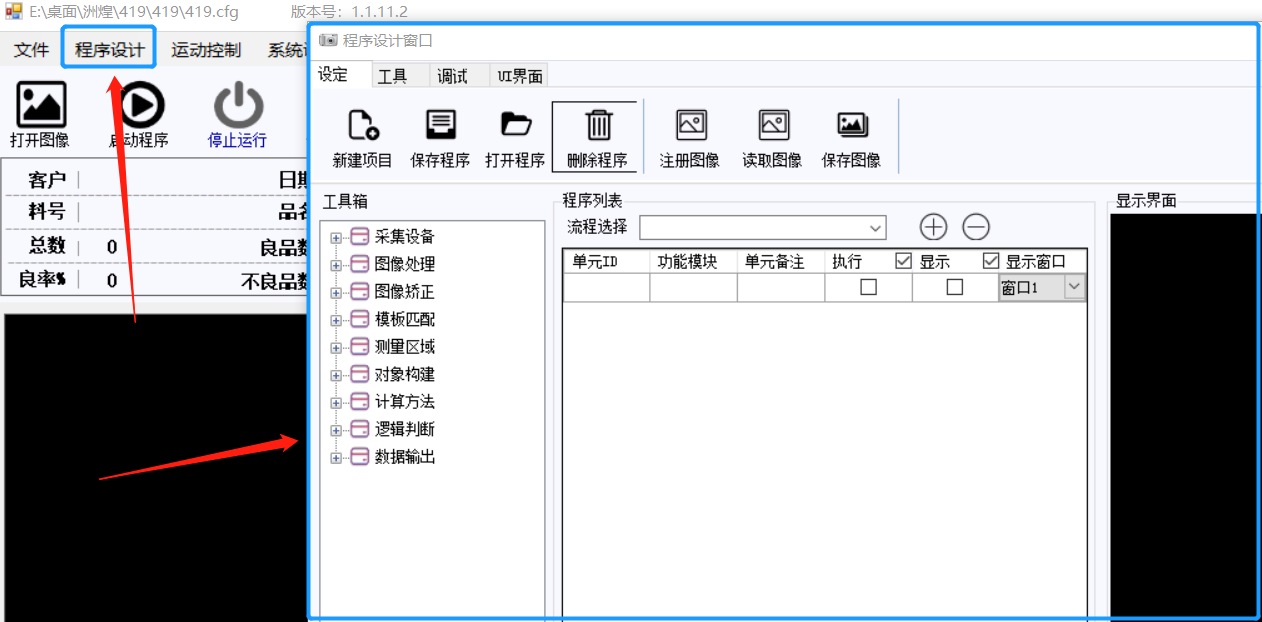
4、点击“新建程序”, 弹出新建项目窗口;如果已经有程序,则点击“打开程序”,找到程序保存位置,打开已有程序即可。
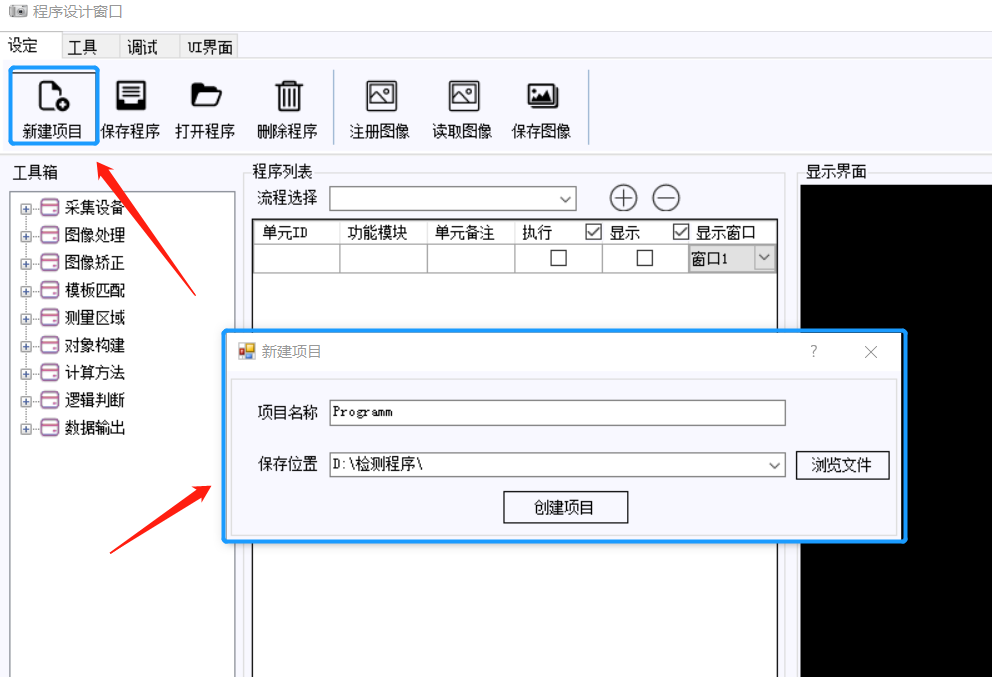
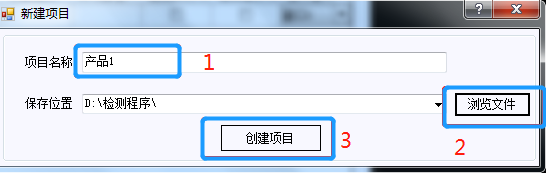
5、新建项目窗口:1设定程序名称,2浏览文件,选定保存位置为D盘,新建检测程序文件夹。3创建项目。如图2.1.1
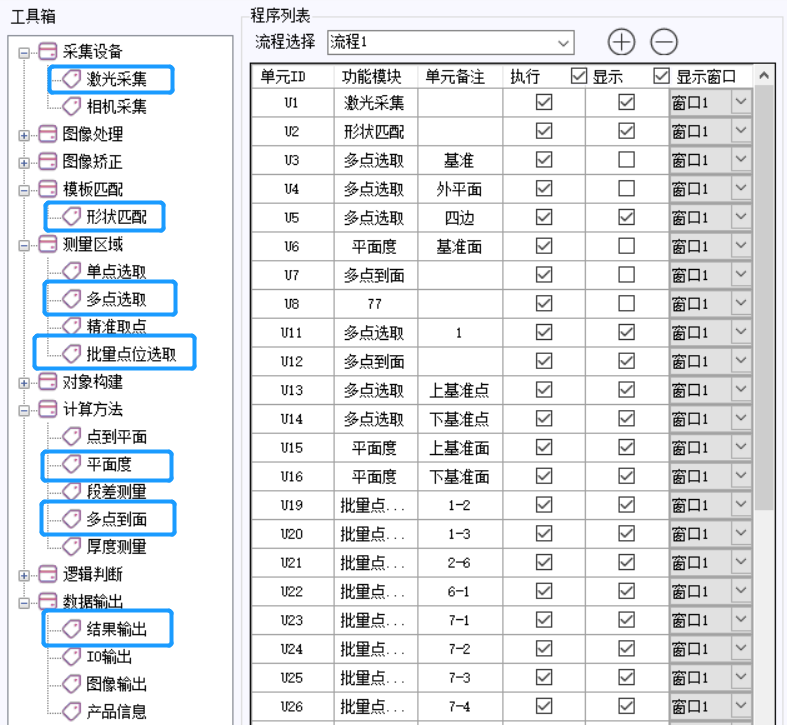
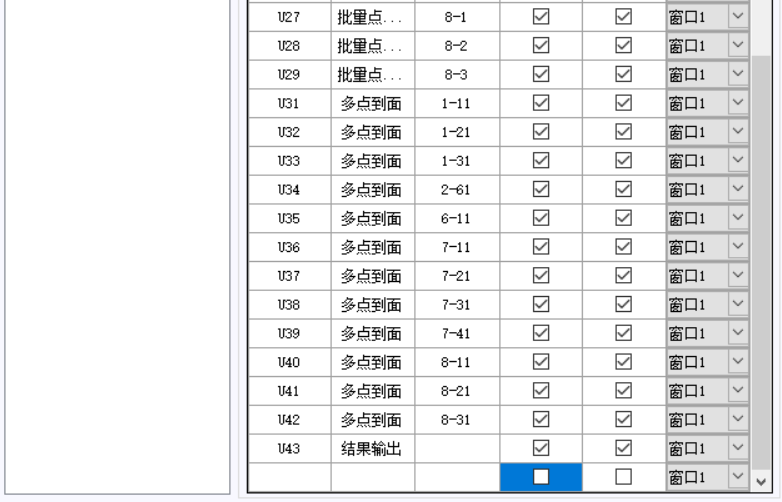
- 采集工具(激光采集,获取激光采集到的点云数据)
- 匹配定位(形状匹配,用来进行匹配定位)
- 点位选取(多点选取、批量点选取,选取拟合平面的点位)
- 数据计算(平面度、多点到面,计算产品的平面度、产品的点到面的距离等)
- 数据输出(结果输出,对应的数据输出到显示界面上)
程序例子:
2.0软件注意事项
1、非法断电会导致软件需要重新注册。重新注册操作方法如下:
第一步:确认电脑的日期是否是当天的日期,如果不是,先把日期改为当天的日期。
第二步:单击软件图标,然后点击鼠标右键,点击“打开文件所在位置”,找到“regn”文件夹,双击“regn.exe”,把注册码粘贴上去。如下图所示:
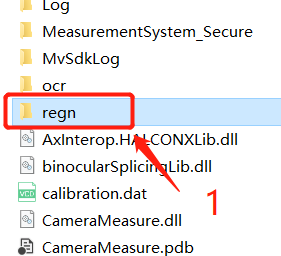
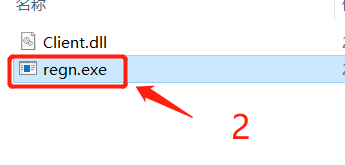
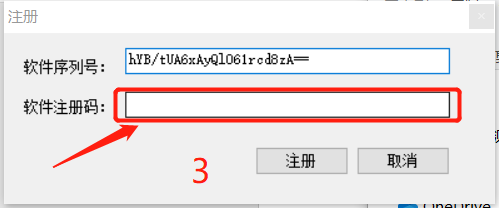
第三步:打开软件,点击“帮助”,然后把注册码粘贴上去就完成注册过程。
三、RV-Automation软件
3.0 PLC主窗口
1、点击电脑上的 图标,会打开动作操作软件。主画面窗口如下图所示显示
图标,会打开动作操作软件。主画面窗口如下图所示显示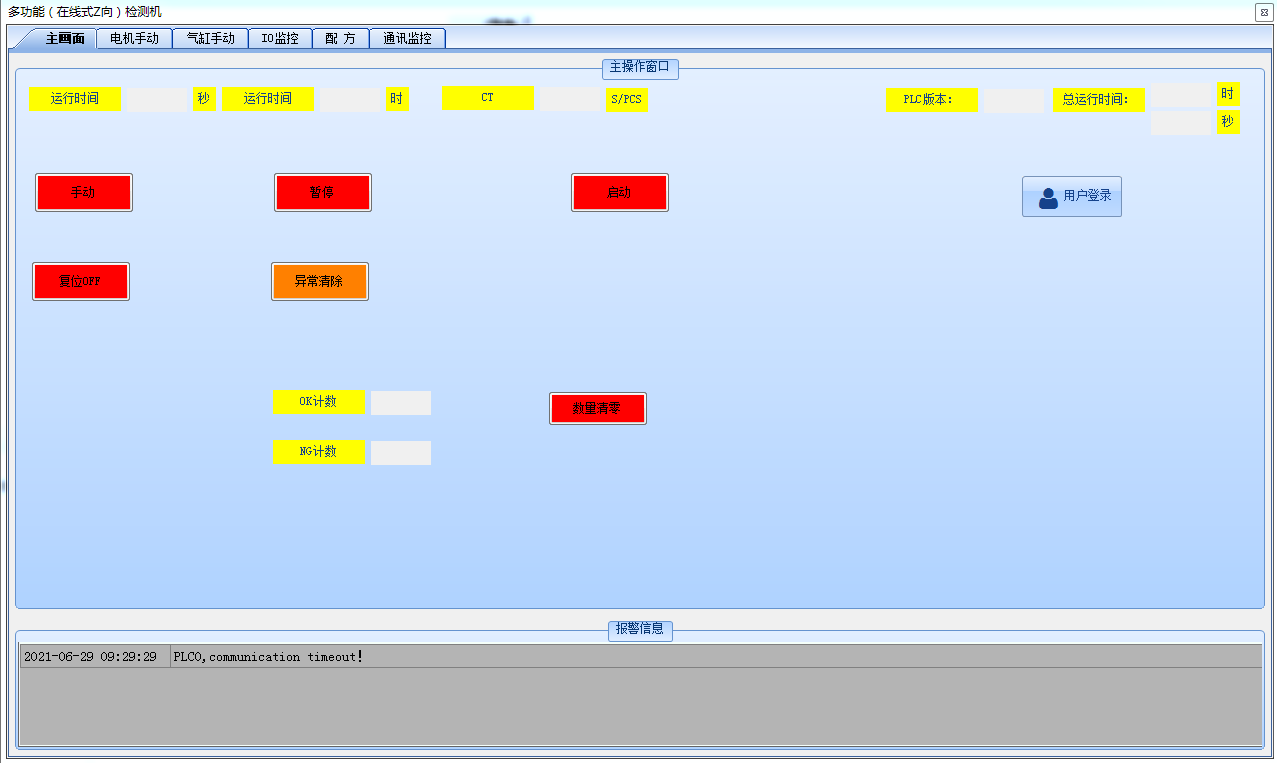
4.0 PLC电机手动窗口
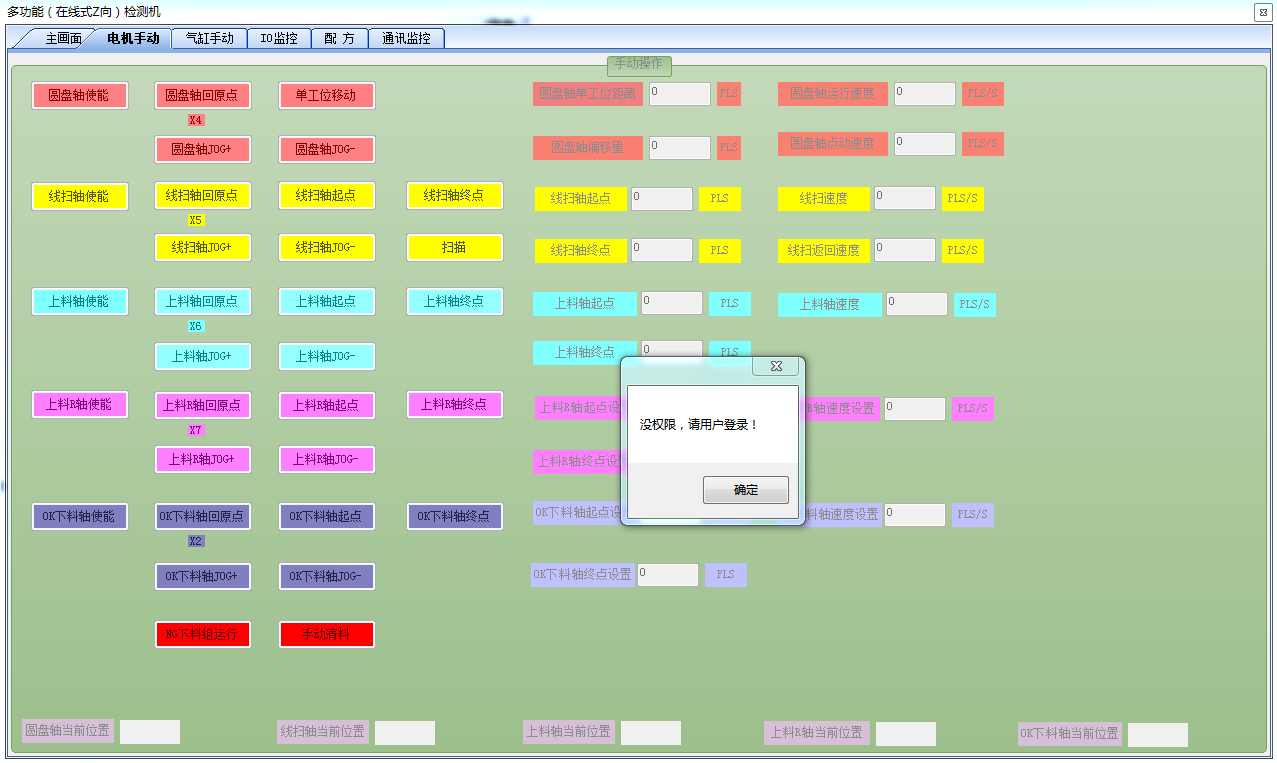
2、电机手动操作窗口里包括电机的手动运行和参数设置。圆盘轴,激光线扫轴,上料轴,上料R轴和OK下料轴。设备正常运行前需要对点。
圆盘轴:圆盘转一圈为250000个脉冲,所以单工位为62500 ,圆盘偏移量为回原点后的起始位置。
激光线扫轴:2500个脉冲10mm。上料轴:10000个脉冲95mm。
上料R轴:30000个脉冲一圈,半圈就是15000,所以起点到终点加起来是15000。OK下料轴:一圈脉冲是100000个,半圈就是50000个,因此起点到终点是50000。所有轴的速度最大值是10万,超过10万系统会报错。
3、最下面一栏显示了每个轴的当前位置。
5.0 PLC气缸手动窗口
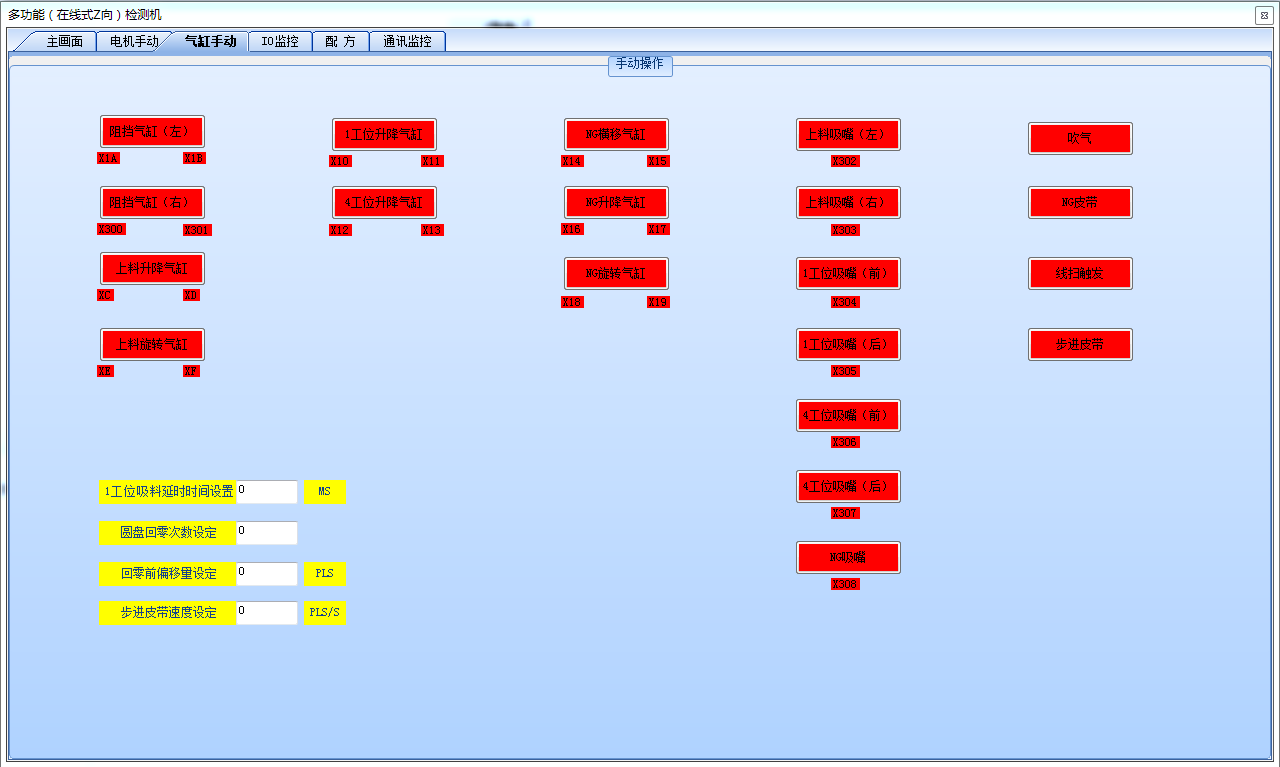
例如:1工位升降气缸,点击一下后,那个气缸会下降,按钮变成绿色,下降到位后X11也会变成绿色,在原位时,左边的X10会变为绿色。同样上料吸嘴(左)点击后,这个按钮会变成绿色,如果吸到产品,下面的真空检测信号会变成绿色,反之是红色。可以根据这些信号来判断出现异常情况时哪些信号没有到位。
2、左下角几个黄色的参数设置:
1工位吸料延时:产品到位后气缸下去吸料延时的时间。
圆盘回零次数设定:由于发脉冲一圈,圆盘不是刚好一圈,所以会有累计误差,这里一般设置转4个工位回零点一次,也就是每圈都回零点。
回零点前偏移量设定:圆盘回零前需要往前面移动一段距离再反方向回零,就是设定这个距离。
步进皮带速度设定:用来设置步进皮带的速度。
6.0 PLC注意事项
1、三色灯绿灯表示自动运行状态,黄灯是手动状态,红灯亮说明有异常,需要清除掉异常设备才能运行。2、主画面点了复位后如果有些电机没有回零,点一下异常清除在点复位即可。
3、原点开关位置不能移动,移动了所有的数据都会改变。
以上就是小编为大家介绍的多功能在线式Z向检测机(第二代)——软件说明的全部内容,如果大家还对相关的内容感兴趣,请持续关注
本文标题:多功能在线式Z向检测机(第二代)——软件说明 地址:/news/gsxw/29.html

 客服1
客服1